
1.材料・ピッチ方向について
材料
- 一般構造用圧延鋼板(SS)
- 冷延鋼板(SPCC-SD)
- 熱延鋼板(SPHC-P)
- 亜鉛鋼板(SGCC・SGHC)
(SECC・SEHC) - 高張力鋼版
- ステンレス鋼版(SUS)
- アルミニウム鋼板(ALP)
- 表面処理鋼板
- カラー鋼板
- 真鍮板(BSP)
- 銅板(CUP)
- チタン板(TiP)
- PP乳半(ポリプロピレン)
- PE乳半(ポリエチレン)
- PET乳半(ポリエチレンテレフタレート)
- PC(ポリカーボネート)
- PVC(ポリ塩化ビニル)
- CFRTP(炭素繊維強化熱可塑性樹脂)
- ゴム
ピッチ方向について
※ふるい分けでご使用される場合、打抜く方向により処理能力が上がる場合がありますので処理物の流れ方向をご指定下さい。
丸穴の場合
| <本抜> | <逆抜> | |
| (例) D=10 P=15 60°チドリ |  |  |
長丸穴の場合
| <本抜> | <逆抜> | |
| W・L に対して 長穴の向きをご指示下さい。 |  |  |
2.各種金型仕様について
(1)金型パターン
| ■平型 | ■一本飛び型 | ■二本飛び型 | |||
 打抜方向 |  |  |  | ||
 |  |  | |||
| 平型 通常は平型を使用します。この場合、板の両側の「打ち出し部」と「打ち終り部」は一列に揃います。 | 飛び型 板厚と穴径の関係やピッチが狭いなど、平型では困難な場合は飛び型を用います。この場合、板の両側の「打ち出し部」と「打ち終り部」は上図の様に一列ごと不揃いになります。 | ||||
(2)千鳥配列の注意点
平型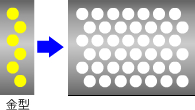 | 一本飛び型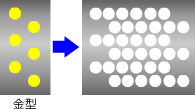 |
上記のように干鳥の配列は一般的に偶数列の金型を使用します。また、板の両端は対照になりません。
3.打抜き加工について
打抜き加工範囲について(息抜き)
| ご指定の加工範囲がある場合、AもしくはBをご指示下さい。 |  |
 | |
| A:両側の穴の端から端までの寸法 B:両側の穴の中心から中心までの寸法 | 上記スケッチの様に、御指定の範囲内でパンチング加工致します。(但し、歪みが若干残る場合があります) |
斜辺および円形の打抜き加工について
| ■4本針の場合 | ■2本針の場合 |
 上記スケッチの様に、斜辺部や弧部に対して金型幅の段差が生じます。(但し、1本針加工の場合は段差が和らぎます) |  |
4.額縁について
| ■縁取りあり | ■縁取りなし | |
 |  |  |
A:板の端から最も近い穴の端までの寸法 |  |  |
5.平担度について(歪取り加工)
 打抜加工後、製品は全て矯正ロールにかけるため、平坦度は極めて良好です。
打抜加工後、製品は全て矯正ロールにかけるため、平坦度は極めて良好です。しかし、打抜加工により板に蓄積される力の反発力のため、ロール矯正後、板に若干の歪みが生じる場合があります。
特に下記の事項にあてはまる場合はご注意下さい。
注意事項
 A 額縁が広い場合
A 額縁が広い場合B 打抜加工範囲内に余白を残す場合
C ピッチが狭い場合 (開孔率が高い場合)
D 比較的厚い板を加工する場合
E 板の長さが極めて長い場合
F ステンレス材及び特殊材の場合
G 円形の板に縁を残す場合
6.切断加工について
| ●定尺より切断の場合、 (1),(2)のいずれかになります。 (1)四辺フチ無し (2)一部フチあり になります。 特に(1)がご希望の場合、ご指示下さい。 又、御指定の寸法にも切断致します。 | (1)四辺フチ無し | (2)一部フチあり |
 |  |
 |  |  |  |
 |  |  |  |